

Warehouse Conveyor Systems Manufacturers
Whatever the size or niche of the operation, a warehouse conveyor can unlock the cost effective and efficient handling, transportation and distribution of stock that every warehouse management system relies on. As a leading manufacturer and supplier of warehouse conveyor belts, we offer a wide range of warehouse conveyor systems to aid productivity and safety within the workplace. Our warehouse conveyor systems can be used across production lines and the wider factory floor (as well as above it!) to move goods and handle heavier stock in great volumes.
What is a warehouse conveyor system?
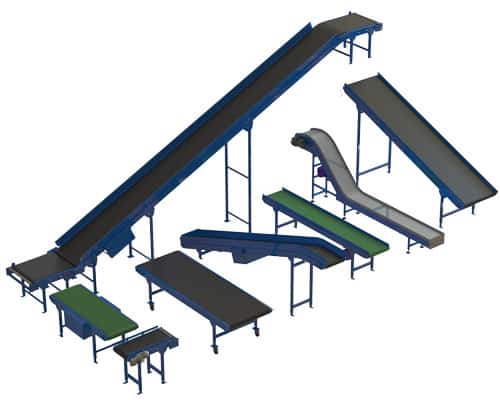
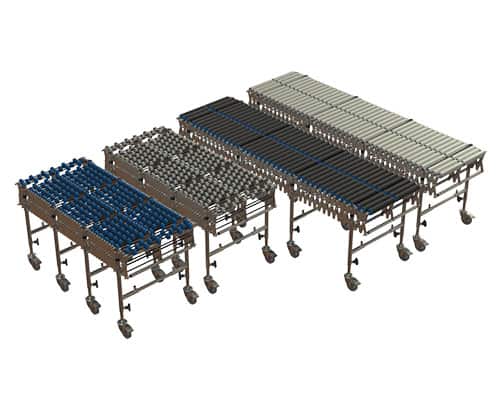
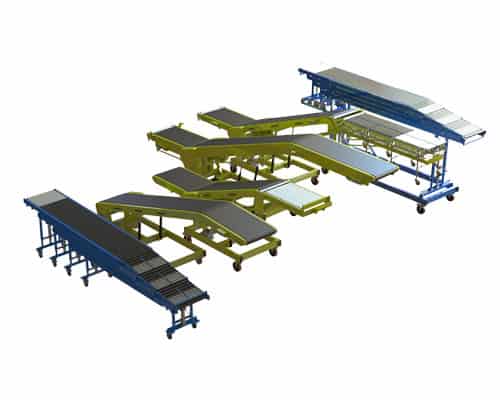
A warehouse conveyor system consists of a series of conveyor belts or rollers to enhance operations and throughput in the warehouse environment. Whether powered manually, using gravity or relying on a motor, warehouse conveyor belts enhance the efficiency of a warehouse’s transportation processes to unlock a number of positives.
Warehouse conveyors can be implemented to ensure immediate impact and productivity within these large scale settings, improving productivity, safety and accuracy for all who work within and the customers they serve.
Warehouse conveyor systems come in a number of shapes, sizes and modular designs. With this, warehouse conveyors can be used to handle, transport and process a diverse selection of goods and materials. Conveyor units have played a key part in the automation of warehousing for a number of years. The latest systems are equipped to handle everything from light packages and more delicate items to extremely heavy items and pallets.
Alongside the warehousing industry, production line conveyor systems are used widely across many other industries, with the technology they rely on able to be adapted for its specific application through adds-on and custom modifications.
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}